127 焊接: 采用加熱和加壓或其他方法使熱塑性塑料制品的兩個(gè)或多個(gè)表面熔合成為一個(gè)整體的方法。
128 合模力 鎖模力
模塑過程中為了保持模具閉合而施加到模具上的力。
注:液壓時(shí)合模力與鎖模力相同,加軸桿時(shí)兩者不同,軸桿頂模的力叫鎖模力,液壓力是合模力。該詞塑料機(jī)械有區(qū)分,工藝上則不分。
129 后成型: 不完全熟化的熱固性塑料在加熱加壓下的后定型。
130 后熟化
熱固性樹脂成型后,通過放置或加熱使之充分熟化的一種處理過程。
131 后壓制
成型尺寸精度要求高的聚四氟乙烯等制品的一種方法,其過程是將剛燒結(jié)好的模塑件放在定型模中于保壓情況下冷至常溫。
不推薦:定型
132 糊料擠出
將加有添加劑的聚四氟乙烯配成糊料,而后由柱塞擠出(推壓)并經(jīng)干燥、燒結(jié)成為所需制品的方法。此法常用于制造被覆電線、小直徑的管材、棒材和帶等。
133 化學(xué)發(fā)泡塑料: 由特加的化學(xué)發(fā)泡劑的熱分解或化學(xué)反應(yīng)產(chǎn)生的氣體使塑料熔體充滿泡孔所形成的泡沫塑料。
134 環(huán)氟樹脂
含有兩個(gè)或兩上以上環(huán)氧基團(tuán)的能交聯(lián)的一類樹脂。
135 環(huán)氧塑料
以環(huán)氧樹脂為基材的塑料。
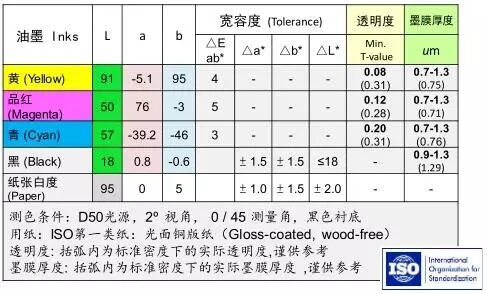
136 黃色指數(shù):
在標(biāo)準(zhǔn)光源下氧化鎂標(biāo)準(zhǔn)白板作基準(zhǔn),從試樣對(duì)紅、綠、藍(lán)三色光的反射率(或透射率)計(jì)算所得的表示黃色深淺的一種量度。
137 回程桿: 合模時(shí)強(qiáng)制脫模部件返回動(dòng)作的桿。
138 回程活塞: 使液壓機(jī)的主活塞返回到初始位置或使脫膜裝置復(fù)位的一種輔助液壓裝置。
139 灰分: 材料經(jīng)灼燒后剩余的無(wú)機(jī)殘?jiān)冒俜趾勘硎尽?BR>
140 火焰處理
用強(qiáng)氧化焰使塑料表面氧化的過程。
注:主要用于提高聚烯烴塑料的印刷特性和膠接特性等。
141 火焰噴涂: 將流態(tài)化樹脂粉末通過噴槍口錐形火焰使之熔化而實(shí)際噴涂的一種方法。
142 混合機(jī): 使樹脂和其他添加劑均勻混合的機(jī)械。
143 混合料: 一種或多種聚合物與其他組分如填料、增塑劑、催化劑和著色劑等的混合物。144 基本單元
聚合物分子鏈可能有的最小重復(fù)單元。
注:聚合物的基本單元與鏈節(jié)有相同的也有不相同的,如聚乙烯的基本單元為——CH2——,而鏈節(jié)則為——CH2——CH2
145 擠出: 在擠出機(jī)中通過加熱、加壓而使物料以流動(dòng)狀態(tài)連續(xù)通過口模成型的方法。
146 擠出產(chǎn)量
單位時(shí)間內(nèi)由擠出機(jī)擠出的最大的物料量,常用公斤/小時(shí)表示。
147 擠出機(jī): 擠出成型用的機(jī)械。由擠出裝置、傳動(dòng)機(jī)構(gòu)和加熱冷卻系統(tǒng)等主要部分組成。
148 擠出速率: 單位時(shí)間內(nèi)由擠出機(jī)口模擠出的擠出物重量(公斤/小時(shí))或長(zhǎng)度(米/分)
149 擊穿電壓
在一定條件下,引起絕緣材料絕緣破壞時(shí)所需的電壓。
150 擠拉成型: 把浸有樹脂的連續(xù)纖維經(jīng)口模擠拉并使其熟化成型為增強(qiáng)塑料制品的方法。
151 機(jī)頭: 機(jī)頭是擠出機(jī)的成型部分,主要包括機(jī)頸、篩板、過濾網(wǎng)、分流梭、口模等。
152 機(jī)械發(fā)泡塑料
借機(jī)械攪拌方法使氣體混入混合料形成泡孔的泡沫塑料。
153 甲-階段 : 某些熱固性樹脂制備的早期階段。該階段中,樹脂的能熔融,并可溶于某些溶劑(如乙醇、丙酮等)中。
154 加聚 (作用): 由單體生成聚合物的一種化學(xué)反應(yīng),反應(yīng)中沒有水或其他低分子副產(chǎn)物的釋出,而且所生成的聚合物的元素成分與原用單體的成分相同。
155 加聚物: 由加成聚合物制得的聚合物
156 加料:指把物料加入成型設(shè)備的適當(dāng)部位(料斗、加料室成模腔)的操作。


共有 網(wǎng)友評(píng)論