1.進料控制
質量控制要從原材料,如膠粘劑和催化劑驗收開始。購貨單上一般需要寫明進料所要求的質量性能,這在實際要求的條目里或材料說明中已給出。
?。?)包裝箱:首先要檢查的就是包裝箱的情況,檢查的內容應包括以下各項:
損壞情況——膠膜的包裝箱的有形損壞,使密封條裂開,濕氣和灰塵等到進入箱內而污染膠膜。包裝箱損壞還會使一桶膠液不能在自動測量裝置上進行計量。
泄漏情況——如果箱內裝有配套的膠粘劑,那么膠粘劑組分的泄漏,會改變催化劑與樹脂的配比,同時也使膠粘劑損耗。
標志情況——包裝箱的民應包括:產品名稱;貯存期;制造廠名;推薦貯存條件;生產日期;使用說明書;批號;安全事項。
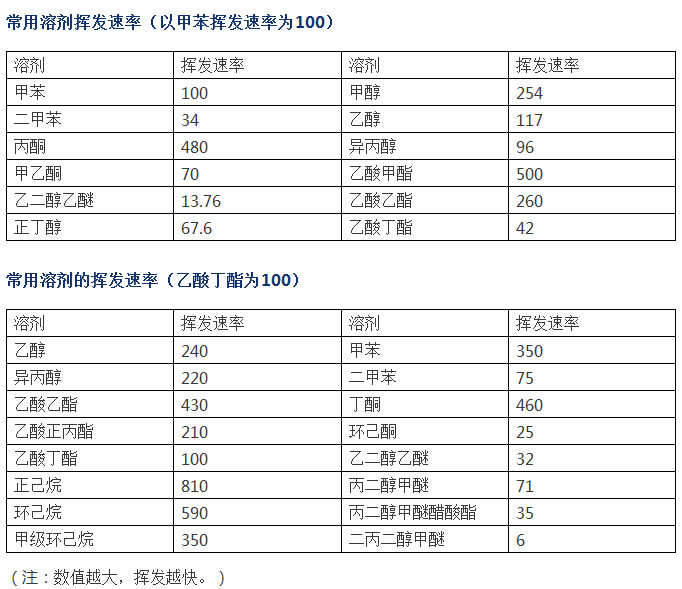
?。?)膠粘劑:購進的膠粘劑檢驗應包括二類試驗,一是物理性能試驗,如流動性、凝膠時間和 揮發(fā)速度,這些都是技術人員最關心的保證粘接質量的參數(shù)。膠粘劑流動性便是其中一例,在粘接工藝中很重要。膠粘劑的流動性不能太大,否則要引起膠層缺膠;流動性又不能太小,不然就會使膠層過厚,或者是粘接時不能完全充滿膠。測定物理性能的方法有:
ASTM測量物理性能的試驗方法 包括D816、D898、D899、D1084、 D1337、 D1448、 D1489、 D1490 、D1579 、D1582 、D1583、 D1584、 D1875、 D1916、 D2183、 D2556、 D2979、 D3121 、D3236.
(3)膠粘劑力學性能:膠粘劑的力學性能是人們很關心的,因為它決定著成品粘接件的結構強度。膠粘劑的力學性能試驗方法包括耐久性、柔韌性和疲勞性的標準試驗方法。
ASTM力學性能試驗方法有ASTM D897、 D903、 D905、 D906、 D950、 D1002 、D1062、 D1144、 D1184、 D1344、 D1781 、D1876、 D2095、 D2182 、D2295、 D2339、 D2557、 D2558、 D2918、 D2919 、D3111、 D3163、 D3164、 D3165、 D3166、 D3167、 D3527、 D3528、 D3568、 D3702 、D3807 、D3808、 D3931 、D4027、 E229。
(4)膠粘劑其他性能(含蠕變):膠粘劑其他性能試驗方法有:ASTM D896、 D904、 D1146、 D1151 、D1174 、D1183、 D1286、 D1304、 D1382、 D1383、 D1581、 D1713 、D1780、 D1828、 D1877、 D1879 、D2294、 D2739、 D3310、 D3632、 D3929。
2.表面處理控制
在進料質量確定之后,第二個過程就是被粘物的表面處理。為了使粘接件質量可靠,表面處理心須精心控制。
如果表面需要化學處理,心須控制適當?shù)某绦?、浸泡溫度、溶液濃度和污染情況。若是采用噴砂處理,應當定期更換砂料。溶劑擦試要有足夠干凈的布料,還要有清潔用的新鮮溶劑,亦應經(jīng)常檢查擦拭布料或盛溶劑器皿是否已被污染。表面處理的效果可用水膜不破試驗進行檢驗。在表面處理最后一道工序之后,用去離子水涂于表面,以其形成連續(xù)水膜的能力檢查被粘物表面。如果認為表面處理已能滿足要求,在粘接之前就要使表面保持清潔與干燥,應盡快于處理好的表面上涂敷底膠。
3. 粘接工藝控制
除了上述被粘物表面處理要控制這外,包括預配合、涂膠、裝配、固化在內的粘接工藝也要進行控制。
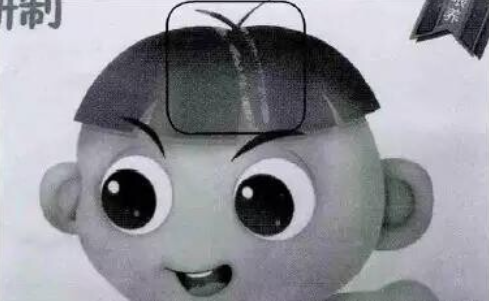
?。?) 預配合:所有被粘零件都要在涂膠前裝配在一起,以考查是否能緊密接觸。如果兩個或更多的零件在粘接前不進行預配合,可能因粘接面配合不好而很難保證獲得良好的粘接接頭。如果是高效率重復性生產,裝配精度有保證,則預配合過程有時可省去。初成品的配合可用能產生印記的防切削膜片來檢查,這可大大減少昂貴或關鍵部件產生不良裝配的危險因素。當預配合已沒有問題,就應對預配合中每一被粘零件做好標記,這樣在涂膠后各零件就容易配全裝配。工藝控制試件,即裝配中有標簽的剩余零件,應與成套的即預配合的被粘零件放在一起,在預配合檢驗時受檢。這些工藝控制試件必須與成品那樣同樣要經(jīng)過每一道工序。固化后對試件進行試驗,確定本批膠粘劑及表面處理和其他工藝條件是否滿足要求。
?。?) 涂膠:大部分結構膠膜在使用時需要涂底膠,底膠常用空氣或無空氣方法噴涂。面積較小或無噴涂設備時可用輥涂或刷涂。底涂層一定要晾干,有的還要烘干,目的是除去溶劑。通常底膠的厚度會影響粘接強度,因此應加以控制和檢驗,一般是通過定期檢查涂膠器,測量干燥后的底膠厚度來完成。
膜狀膠粘劑在施工之前要除去紙或塑料保護/隔離膜,再把膠膜鋪在粘合面上,小心不要起皺,否則會夾入空氣。常見的操作錯誤是在裝配待粘接件時沒有除去隔離膜,一些粘接操作者利用專門的檢測頭來保證撕去隔離膜。在檢驗記錄中,應包括膠粘劑類型、批號、分組號、涂膠時間和日期,以在破壞發(fā)生時備查。也要記錄適用期的終止時間,對于控制裝配和膠粘劑的固化還是有用的。
?。?) 裝配:涂膠的零件常用某種工具或夾持裝置使其粘接起來。應當檢查工具的清潔性和適用性。表面處理的有效時間,膠粘劑的適用期和膠粘劑固化的保持時間在裝配時都要核對。
同時也要檢查被粘零件是否按正確的次序與配合進行裝配。保持清潔和調節(jié)空氣的濕度是很重要的,零部件和膠粘劑曝露的場合從涂膠前的準備工作直到初固化都要加以控制。操作場合控制通常包括如下幾方面:
?、?、溫度保持在18-320C
②、相對濕度保持20-65%;
?、?、進入的空氣要過濾,以防操作空間被污染;
④、使操作空間與周圍環(huán)境略有正壓力差。上述條件可用記錄式的溫度和濕度指示計檢測。
?。?) 固化:任何接頭內膠粘劑的固化都是時間-溫度-壓力的函數(shù)。固化時間長短可用人工計時或自動計時裝置控制,檢測通常是根據(jù)溫度和/或壓力記錄儀的固化圖,同時記錄溫度和壓力。
規(guī)定的固化溫總是指膠層的溫度,因為膠粘劑傳熱不良,必須另加一段時間,使熱量傳到膠層內。另外,加熱夾具也要占用固化周期的大部分時間。
熱源一定要保證固化時的需熱量和均勻度,同時必須考慮下列因素:
?、佟⑸郎厮俾?;
②、最高溫度;
?、?、加熱和固化時的溫度范圍或覆蓋面;
?、?、冷卻降溫特性。
?。?) 標準試件:最好制作標準試件,與被粘零件經(jīng)歷同樣的工藝過程。標準試件應當為能代表 主要結構加荷要求的試驗方法而設計的。例如,若主要零件在正常情況下承受拉伸剪切,則試件應設計為搭接剪切形式。
共有 網(wǎng)友評論