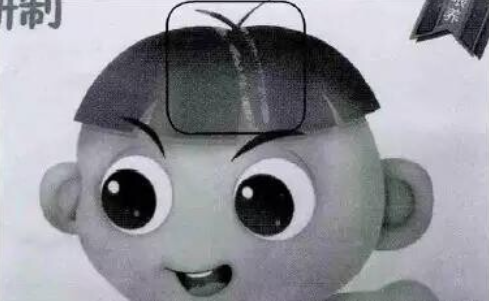
故障二 拖影
原因:
?。?)油墨稀釋過濾,粘度下降;
(2)刮墨刀與印版接觸角度不佳,過于上仰或頂刀力量過大造成刀刃翹曲;
?。?)調金油與金屬粉調配比例不正確;
(4)刮墨刀片過軟,安裝時壓條與刀口的距離過大,刀片伸出過長;
(5)壓印滾筒壓力過大,油墨擠出;
解決方法:
?。?)增大油墨粘度,如情況無明顯好轉,可重新?lián)Q墨;
?。?)將刮墨刀的接觸角度調節(jié)下傾,頂刀力減??;
?。?)適度減小調金油的用量;
?。?)改用彈性高的硬刀片,最好用日本產的,縮小刀片與壓條的伸長距離;
(5)減輕壓印滾筒的壓力;
(6)如拖影現(xiàn)象不嚴重,可適當提高機速來消除。
故障三 粘臟
原因:
(1)烘干箱溫度過高或過低;
?。?)冷卻循環(huán)系統(tǒng)出現(xiàn)故障,水流量過??;
?。?)車間溫濕度控制不當;
?。?)油墨粘度太大,干燥速度過慢;
?。?)壓印滾筒壓力調整不當(過重或過輕)。
解決方法:
?。?)烘干箱溫度應根據機速快慢、版面圖文情況來決定,大面積印刷,溫度為60—80攝氏度,網目調印刷,溫度為40—60攝氏度。
?。?)增大冷卻輥水流量。特別要注意輸紙導輥發(fā)燙,易與承印物粘花,需及時降低烘箱溫度;
(3)印刷車間溫濕度控制在18—22攝氏度;
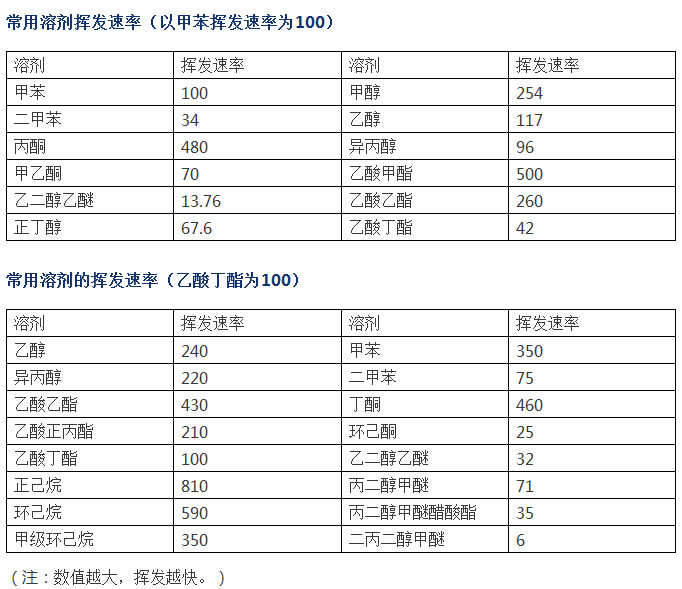
?。?)可在湍惺適奔尤牖臃⑿鑰斕娜薌?,如醋酸谊帴,綑n陀湍扯齲鈾儆湍稍錚
?。?)增加印刷壓力,使印跡固實。
故障四 印跡發(fā)虛,露底
原因:
?。?)壓印力不足;
?。?)油墨稀釋過度,破壞了油墨的流動性和粘著力;
(3)油墨中白墨含量過多;
(4)堵版或印版上網點磨損,掉版;
?。?)原墨調制不適當。
解決方法:
?。?)增大印刷壓力;
?。?)提高油墨粘度;
?。?)油墨中盡量少加白墨(顆粒多易傷版),可用沖淡墨代替;
?。?)用毛刷蘸上溶劑洗凈版孔內殘留的油墨,提高轉移率;
?。?)根據原墨的組特點,合理調配油墨。
故障五 網點,文字印不全
原因:
?。?)油墨粘度過高,印版上墨層厚實,正負離子難以透過約張,靜電吸墨作用減小,不易將印版上的油墨轉移到承印物表面;
(2)紙張平滑度差,纖維排列不均;
?。?)靜電膠輥兩邊有油墨,使其未形成絕緣而產生電流導通偏漏,影響吸附力;
?。?)刮墨刀壓力過大;
?。?)油墨揮發(fā)過快,轉移率降低;
?。?)印版在墨槽內吸墨量過少。
解決方法:
(1)適當降低油墨粘度;
(2)紙張進貨時,注意查測紙張質量;
?。?)靜電膠輥兩邊切削2mm深,寬可根據長期印刷面積來定,防止粘墨;
(4)刮墨刀接觸角度上傾;
(5)加入慢干溶劑,提高油墨轉移性能;
(6)升高刮墨刀架,縮短轉移時間,提高網穴存墨量;
?。?)抬高墨槽,使印版吸墨充分。(未完待續(xù))
共有 網友評論