化工產(chǎn)品如火藥、炸藥、起爆藥等吸濕性強(qiáng)的材料極易受潮失效;電子儀器及芯板、精密機(jī)械、儀器儀表等受潮易生銹或發(fā)生霉菌侵蝕現(xiàn)象。國軍標(biāo)GJB1444—92規(guī)定,包裝材料的水蒸氣滲透率<3g·30d才能滿足化工產(chǎn)品對包裝材料的防潮性能要求。
防潮包裝材料的制作工藝要根據(jù)高分子薄膜的內(nèi)在屬性及防潮機(jī)理針對性地設(shè)計。選用機(jī)械強(qiáng)度好、防潮性佳的雙向拉伸聚丙烯(BOPP) 薄膜,經(jīng)真空鍍鋁后,涂布防潮 性極為優(yōu)異的PVDC(聚偏二氯乙烯)乳液,制得阻隔性能優(yōu)異的復(fù)合材料。
真空鍍鋁工藝是在高真空狀態(tài)下,將金屬鋁加熱熔融至蒸發(fā),鋁原子凝結(jié)在高分子材料表面,形成致密的阻隔層———鋁層。鍍鋁工藝要求:真空度不得低于10-3Mpa,以免出現(xiàn)褐色條紋或鋁層厚度不均現(xiàn)象;控制好系統(tǒng)張力,開啟冷卻系統(tǒng),避免薄膜受熱出現(xiàn)拉伸變形;精確控制卷取速度(280~320mmin)、送鋁速度(0.4 ~0.7mminΦ2mm 鋁絲)及蒸發(fā)舟加熱電流,以獲得較好的鋁層厚度(250!!以上)。鋁原子將塑料分子鏈內(nèi)或分子鏈間的空隙堵塞,極大地增強(qiáng)了薄膜的阻隔水蒸氣性能。
PVDC乳液由偏氯乙烯和丙烯酸酯類經(jīng)乳液聚合制得。該乳液涂覆于VMBOPP(聚丙烯鍍鋁)薄膜表面,經(jīng)塑化、結(jié)晶成高阻隔性復(fù)合薄膜。涂布工藝要求:采用陰離子表面活性劑調(diào)節(jié)乳液的表面張力在40dyn c左右,稀釋劑的量不宜太大,防止干燥不好;涂層厚度在2.0~3.0 μm范圍,設(shè)定好紅外干燥源階梯溫度,確保乳液塑化結(jié)晶充分;加入少量防粘劑,開啟冷卻系統(tǒng),以免薄膜發(fā)生粘連;固化室溫度設(shè)定40~ 45℃范圍,固化時間在3 6~48h,使其結(jié)晶固化充分,獲得優(yōu)異的阻隔水蒸氣性能。經(jīng)此工藝形成的防潮高分子復(fù)合材料,其透濕性能滿足國 軍標(biāo)GJB1444—92規(guī)定的要求。
精密機(jī)械、化工產(chǎn)品、通訊器件、儀器儀表等在運(yùn)輸、使用、存儲過程中,在適宜溫度、濕度、養(yǎng)分、光線、氧氣等環(huán)境條件下,極易發(fā)生霉菌侵蝕現(xiàn)象。國標(biāo)GB/T4768—95《防霉包裝》規(guī)定,防霉包裝等級應(yīng)根據(jù)產(chǎn)品抗霉菌侵襲能力、運(yùn)輸、存儲所涉及的環(huán)境條件、包裝件結(jié)構(gòu)、選用包裝材料的抗霉性能以及霉菌試驗(yàn)的結(jié)果等因素來確定。霉菌試驗(yàn)依據(jù)國軍標(biāo)GJB573A—98.305,在規(guī)定的溫度、濕度、菌種、試驗(yàn)周期來進(jìn)行。
高分子材料要獲得一定的防霉性能,需將防霉性物質(zhì)如酚類化合物、有機(jī)金屬化合物、含氮化合物、含鹵化合物、含硫化合物等以一定比例與熱塑性樹脂如聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC) 混合,并添加多種助劑,經(jīng)混煉、塑化、造粒,制得防霉樹脂。載體樹脂選用防潮性能較好、耐低溫、易熱封且耐化學(xué)品侵蝕的低密度聚乙烯樹脂(LDPE);將有機(jī)防霉劑如三丁基氯化錫按一定比例(10-25%) 加入LDPE樹脂中。助劑的添加要按一定的次序,并充分?jǐn)嚢杈鶆?。添加劑的選用要注意其協(xié)同性、與樹脂的相容性及耐久性,且與工藝條件相適應(yīng)。利用防霉樹脂制作防霉高分子復(fù)合材料常采用以下兩種工藝:
三層(ABC)共擠吹塑—干法復(fù)合
將防霉樹脂加入A面料斗擠出。該工藝要求:在保證薄膜塑化良好的情況下適當(dāng)降低擠出機(jī)各區(qū)的加熱溫度;螺桿轉(zhuǎn)速與加熱溫度匹配;選擇合適的吹脹比、牽引比;B、C面料斗選用機(jī)械強(qiáng)度較高、滑爽劑含量較少的低密度聚乙烯樹脂(LDPE)和線性低密度聚乙烯樹脂(LLDPE)。要注意防霉樹脂、LDPE、LLDPE三者的MI(熔融指數(shù))要盡可能接近。
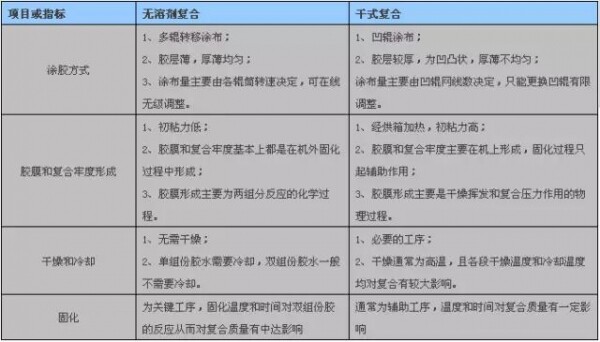
此薄膜C面經(jīng)電暈處理,使其潤濕張力大于38dyn/cm2,與外層材料經(jīng)干法復(fù)合。經(jīng)干法復(fù)合工藝制得防霉高分子復(fù)合材料,A面作為防霉材料的功能面。
雙面(AB)共擠復(fù)合
將防霉樹脂加入A面料斗擠出。該工藝要求:選擇MI值較高(7g/ 10min左右)的防霉樹脂;適當(dāng)調(diào)節(jié)熔體溫度接近粘度,防止溫度過高發(fā)生變質(zhì);螺桿轉(zhuǎn)速、加熱溫度及車速三者相匹配;適當(dāng)增加熔體壓強(qiáng),增加濾網(wǎng)層數(shù)或目數(shù)。B面料斗加入牌號為1C7A的涂復(fù)級聚乙烯(LDPE) 樹脂。被加工材料表面涂布聚氨酯粘合劑,經(jīng)烘箱干燥后與B面復(fù)合。選擇合適的含固量及涂布輥,使粘合劑干量在1—2g。其它工藝要求同干法復(fù)合。經(jīng)雙面(A B)共擠復(fù)合工藝制作的防霉高分子復(fù)合材料, A面作為防霉功能面。
防潮防霉高分子包裝材料還必須具有足夠的機(jī)械強(qiáng)度,才能保證產(chǎn)品在堆碼、裝卸、運(yùn)輸、存儲過程中發(fā)生擠壓、摩擦、撞擊、震動、跌落時不致?lián)p傷。故在產(chǎn)品包裝的設(shè)計過程中,還要針對性地選用機(jī)械強(qiáng)度好的材料與其優(yōu)化組合,才能增強(qiáng)包裝材料的綜合性能。
共有 網(wǎng)友評論