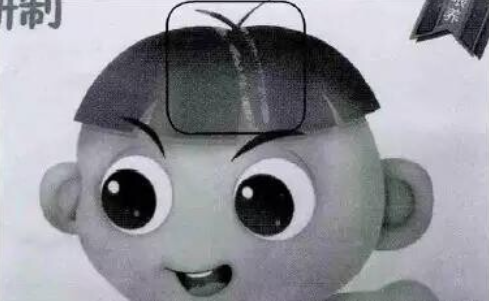
三、關(guān)于復(fù)合工藝中的“隧道”現(xiàn)象
通常所說(shuō)的“隧道”現(xiàn)象,一般是指復(fù)合好的產(chǎn)品出現(xiàn)橫向條紋,尤其是在材料的兩端為多。這種皺紋,以一種復(fù)合基材平整,另一種凸起,形成了“隧道”。在皺紋的凸起部分,復(fù)合層分離,沒(méi)有粘牢。這種現(xiàn)象,在兩層復(fù)合中就有不少,來(lái)信所說(shuō)的BOPP/AL/PE三層復(fù)合,又多了一次復(fù)合過(guò)程,出現(xiàn)的機(jī)會(huì)又會(huì)多一些。造成這種現(xiàn)象的原因,一般有以下幾種:
1.基材的張力問(wèn)題
干式復(fù)合工藝是將兩卷不同基材之一涂上膠粘劑后,通過(guò)加熱輥簡(jiǎn)壓合,從而復(fù)合在一起。因此,這兩種不同基材的張力對(duì)復(fù)合后的成品的張力關(guān)系是至關(guān)重要的。一般來(lái)說(shuō),兩種基材在復(fù)合時(shí)的張力不適應(yīng),其中一種太大,另一種太小,復(fù)合時(shí)由于各膜卷是繃緊的,似乎看不出什么,復(fù)合后,原來(lái)張力太大的基材必然要收縮,而且,它的收縮量明顯地比原來(lái)張力小的基材的收縮量要大,這樣就造成相對(duì)位移,產(chǎn)生皺紋。以BOPP與鋁箔復(fù)合為例,BOPP涂膠后,在烘道內(nèi)加熱,若放卷張力較大,拉得較緊,再受熱,勢(shì)必拉長(zhǎng)變形。但鋁箔的張力不可能傀BOPP那樣大,且延伸率小。因此,復(fù)合后一旦冷卻, BOPP收縮,產(chǎn)生皺紋,鋁箔凸起,橫向出現(xiàn)一條條“隧道”。當(dāng)然這個(gè)舉例是用了較極端的例子。
其實(shí),復(fù)合的另一基材,如真空鍍鋁膜,或者是PE與CPP膜,只要兩種基材的放卷張力沒(méi)有配合好,均會(huì)有這種情況。解決的辦法不外有二,一是調(diào)整好兩種基材的放卷張力,使它們互相適應(yīng)。干式復(fù)合機(jī)上往往裝有用磁粉制動(dòng)器構(gòu)成的放卷張力調(diào)節(jié)裝置,是專為派這種用處的。二是適當(dāng)降低烘道溫度,由于變形大的基材是經(jīng)過(guò)了烘道干燥的,溫度越高,膜的延伸率增大,變形越大,冷卻后收縮也越厲害。當(dāng)然,此法須考慮到溶劑殘留量問(wèn)題,溫度不是越低越好。
2.膠粘劑的黏合力問(wèn)題
這個(gè)問(wèn)題有幾方面。①選擇適用的膠粘劑,常用的聚氨酯膠粘劑主劑的固體含量是35%或50%,固化劑的固含量是75%。為了適應(yīng)高速干式復(fù)合工藝,現(xiàn)在大都采用高含固量、低黏度的做法。但低黏度的膠粘劑往往分于量較小,內(nèi)聚力不大,一定要等它固化交聯(lián)生成大分子結(jié)構(gòu)時(shí)才能達(dá)到理想的黏合力。而剛復(fù)合時(shí)的初黏力很小,黏力不足,因此,當(dāng)一種基材收縮時(shí),上下兩種不同基材間就會(huì)產(chǎn)生相對(duì)位移,即出現(xiàn)皺紋,出現(xiàn)“隧道”。因此,選擇高含固量、低黏度、但初黏力又大的膠粘劑,是解決這一問(wèn)題的首選辦法。-合適的涂布量。影響涂市量的因素一是上膠用的網(wǎng)紋輥,網(wǎng)紋輥線數(shù)的粗細(xì)、網(wǎng)孔的深淺都直接影響其所能攜帶的膠粘劑量。二是膠液的配制,膠液濃度的控制。各膠液供應(yīng)商均應(yīng)有詳細(xì)的配制比例及辦法介紹。三是要注意橡膠輥的軟硬、壓力、刮刀的角度及壓力。一般而言,塑/塑復(fù)合、塑/鋁復(fù)合,不論復(fù)合物是以大面積印刷為主,還是以不印刷的空白為主,2.0~5.0g/m2的上膠量是必須的,上膠量不能太低。太低了,看似節(jié)約了成本,實(shí)際復(fù)合不牢,反而前功盡棄。當(dāng)然,上膠量太高也沒(méi)必要。在一定范圍內(nèi),牢度與上膠量成正比,但到了一定程度后就不成比例了。
3.復(fù)合后的收卷張力問(wèn)題
收卷張力過(guò)小,卷得不緊,復(fù)合有松弛現(xiàn)象,給要收縮的基材提供了收縮的可能。這種現(xiàn)象在復(fù)合產(chǎn)品的兩端最明顯,往往中間部分是牢的,但兩端暴露在外的部位由于收縮不均勻而起皺。解決的辦法很簡(jiǎn)單,盡可能收卷收得緊些。收卷張力要大,卷緊壓實(shí),不出現(xiàn)松弛現(xiàn)象。即使里面有些張力不勾,初粘力不足,但壓得織的膜卷,收縮的可能性就小一些,等到熟化時(shí)膠粘劑交聯(lián)固化后,初試黏力大大提高,復(fù)合基材間的相對(duì)位移也就失去了生存條件,這樣,皺紋也不會(huì)出現(xiàn)。
四.關(guān)于鍍鋁膜放置一段時(shí)間后,鍍鋁膜上印刷的油墨與噴鍍的鋁粉均會(huì)脫落
這個(gè)問(wèn)題,我們?cè)谏a(chǎn)中還沒(méi)有遇到過(guò)。鍍鋁膜上的印刷一般是印在非噴鋁面,若印在非噴鋁面上的油墨與噴在另一面上的鉛粉均脫落,或許是薄膜本身的穩(wěn)定性出了問(wèn)題。有時(shí),薄膜中的抗靜電劑泄出,可能會(huì)有類似情況。由于不了解實(shí)際情況,很難提出有參考價(jià)值的意見(jiàn)。我們?cè)贐OPP印刷后再送入真空室噴鋁,即鋁扮噴涂在油墨面上,也沒(méi)有碰到過(guò)類似的情況。建議印刷廠檢查一下薄膜兩面的表面濕潤(rùn)張力。噴鋁面應(yīng)達(dá)到一定的表面濕潤(rùn)張力,印刷面也應(yīng)達(dá)到合格的表面濕潤(rùn)張力,這樣,噴鋁與印刷的牢度均能得到保證。
共有 網(wǎng)友評(píng)論